GE சுஸ்லான் சீமென்ஸ் நோர்டெக்ஸ் டர்பைனுக்கான பிரதான கார்பன் பிரஷ் CT53

தயாரிப்பு விளக்கம்

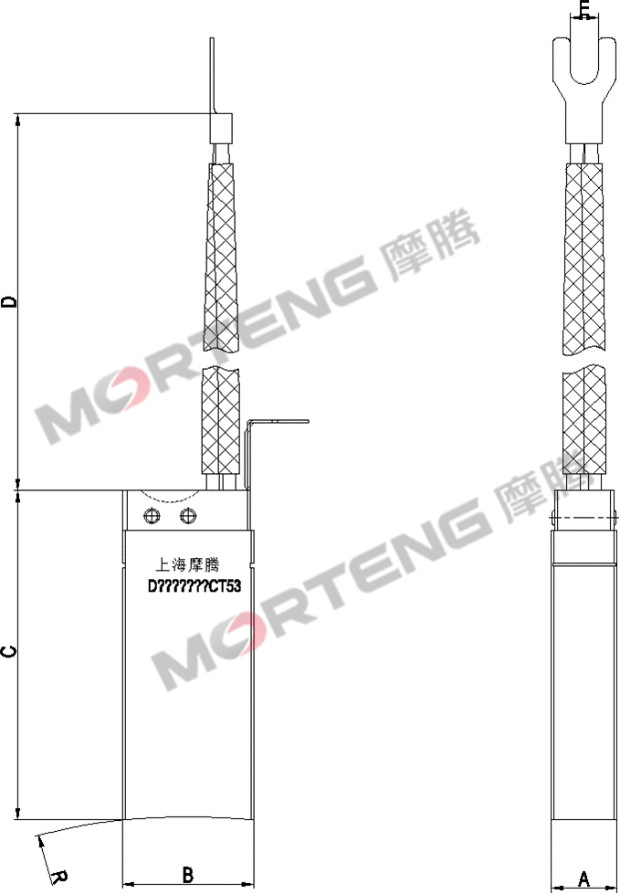


| கார்பன் பிரஷ் வகை மற்றும் அளவு | |||||||
| வரைபட எண் | தரம் | A | B | C | D | E | R |
| MDFD-C200400-138-01 | சிடி53 | 20 | 40 | 100 | 205 | 8.5 | R150 |
| MDFD-C200400-138-02 | சிடி53 | 20 | 40 | 100 | 205 | 8.5 | ஆர்160 |
| MDFD-C200400-141-06 | சிடி53 | 20 | 40 | 42 | 125 | 6.5 | ஆர்120 |
| MDFD-C200400-142 | சிடி67 | 20 | 40 | 42 | 100 | 6.5 | ஆர்120 |
| MDFD-C200400-142-08 | சிடிடிஇஆர்டி | 20 | 40 | 50 | 140 | 8.5 | ஆர்130 |
| MDFD-C200400-142-10 | சிடிடிஇஆர்டி | 20 | 40 | 42 | 120 | 8.5 | ஆர்160 |
வடிவமைப்பு மற்றும் தனிப்பயனாக்கப்பட்ட சேவை
சீனாவில் மின்சார கார்பன் பிரஷ்கள் மற்றும் ஸ்லிப் ரிங் அமைப்புகளின் முன்னணி உற்பத்தியாளராக, மோர்டெங் தொழில்முறை தொழில்நுட்பத்தையும் செழுமையான சேவை அனுபவத்தையும் பெற்றுள்ளது. எங்களால் தேசிய மற்றும் தொழில் தரநிலைகளின்படி வாடிக்கையாளர்களின் தேவைகளைப் பூர்த்தி செய்யும் தரமான பாகங்களை உற்பத்தி செய்ய முடிவதோடு மட்டுமல்லாமல், வாடிக்கையாளரின் தொழில் மற்றும் பயன்பாட்டுத் தேவைகளுக்கு ஏற்ப சரியான நேரத்தில் தனிப்பயனாக்கப்பட்ட தயாரிப்புகளையும் சேவைகளையும் வழங்கவும், வாடிக்கையாளர்களைத் திருப்திப்படுத்தும் தயாரிப்புகளை வடிவமைத்து உற்பத்தி செய்யவும் முடிகிறது. மோர்டெங்கால் வாடிக்கையாளர்களின் தேவைகளை முழுமையாகப் பூர்த்தி செய்து, அவர்களுக்குச் சரியான தீர்வை வழங்க முடியும்.
கார்பன் பிரஷ்களை ஆர்டர் செய்ய எங்களைத் தொடர்பு கொள்ளும்போது, பின்வரும் விவரங்களை வழங்கவும்.
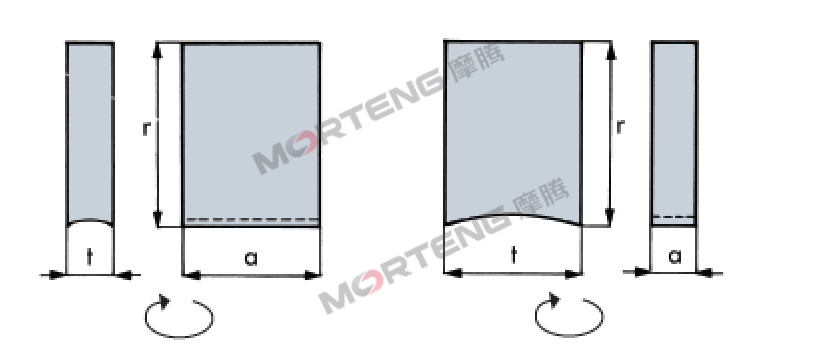
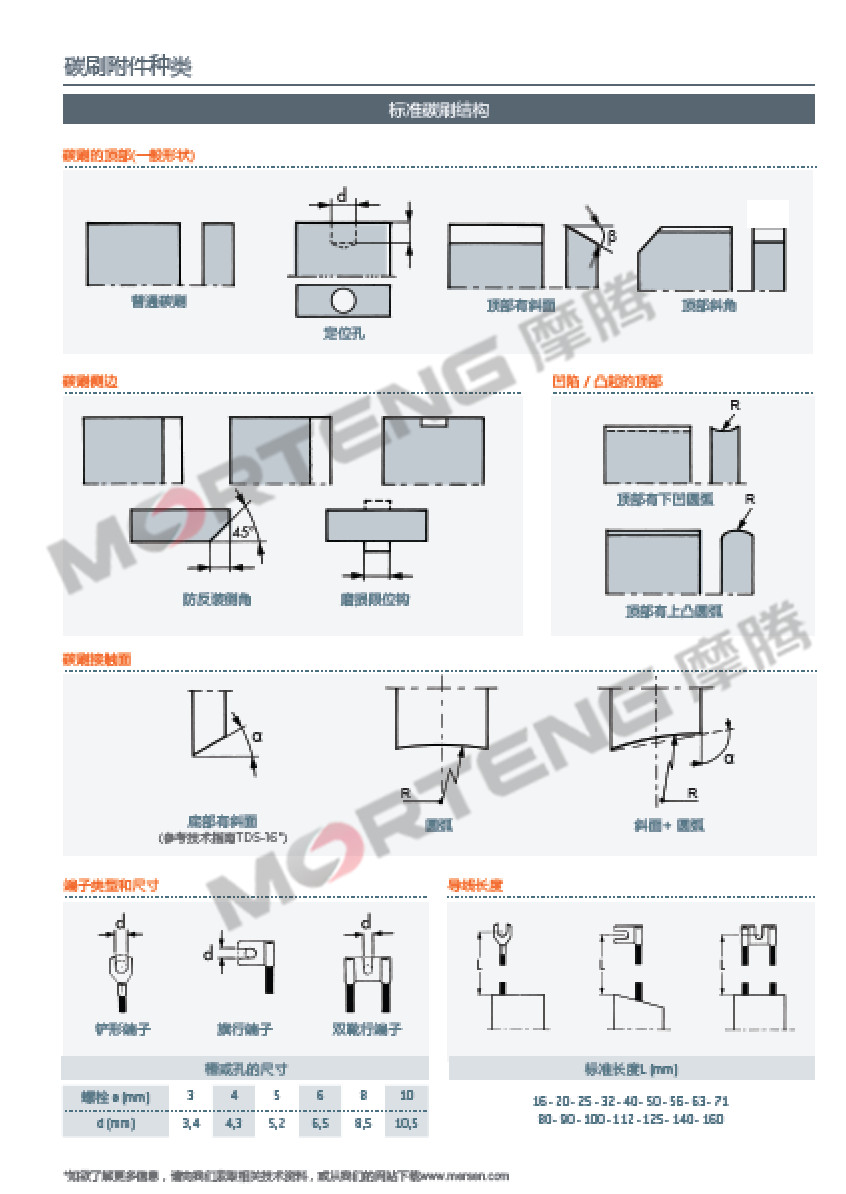
கார்பன் தூரிகையின் பரிமாணங்கள் “t” x “a” x “r” (IEC நெறிமுறை 60136) எனக் குறிப்பிடப்படுகின்றன.
• “t” என்பது கார்பன் பிரஷின் தொடுகோட்டுப் பரிமாணம் அல்லது “தடிமனைக்” குறிக்கிறது.
• "a" என்பது கார்பன் பிரஷின் அச்சுப் பரிமாணம் அல்லது "அகலத்தைக்" குறிக்கிறது.
• “r” என்பது கார்பன் பிரஷின் ஆரப் பரிமாணம் அல்லது “நீளத்தைக்” குறிக்கிறது.
"r" பரிமாணங்கள் குறிப்பிற்காக மட்டுமே.
கார்பன் பிரஷ்களுக்கான அளவு வரையறை விதிகள், கம்யூடேட்டர்கள் அல்லது ஸ்லிப் ரிங்குகளுக்கும் பொருந்தும்.
மெட்ரிக் அளவு கார்பன் பிரஷ்களுக்கும் அங்குல அளவு கார்பன் பிரஷ்களுக்கும் உள்ள வித்தியாசத்தைக் கவனத்தில் கொள்ளவும், குழப்பம் ஏற்பட வாய்ப்புள்ளது (1 அங்குலம் என்பது 25.4 மிமீ, 25.4 மிமீ மற்றும் 25 மிமீ-க்குச் சமம்).
மிமீ கார்பன் தூரிகைகள் சமமானவை அல்ல).
"t", "a" மற்றும் "r" பரிமாணங்கள்
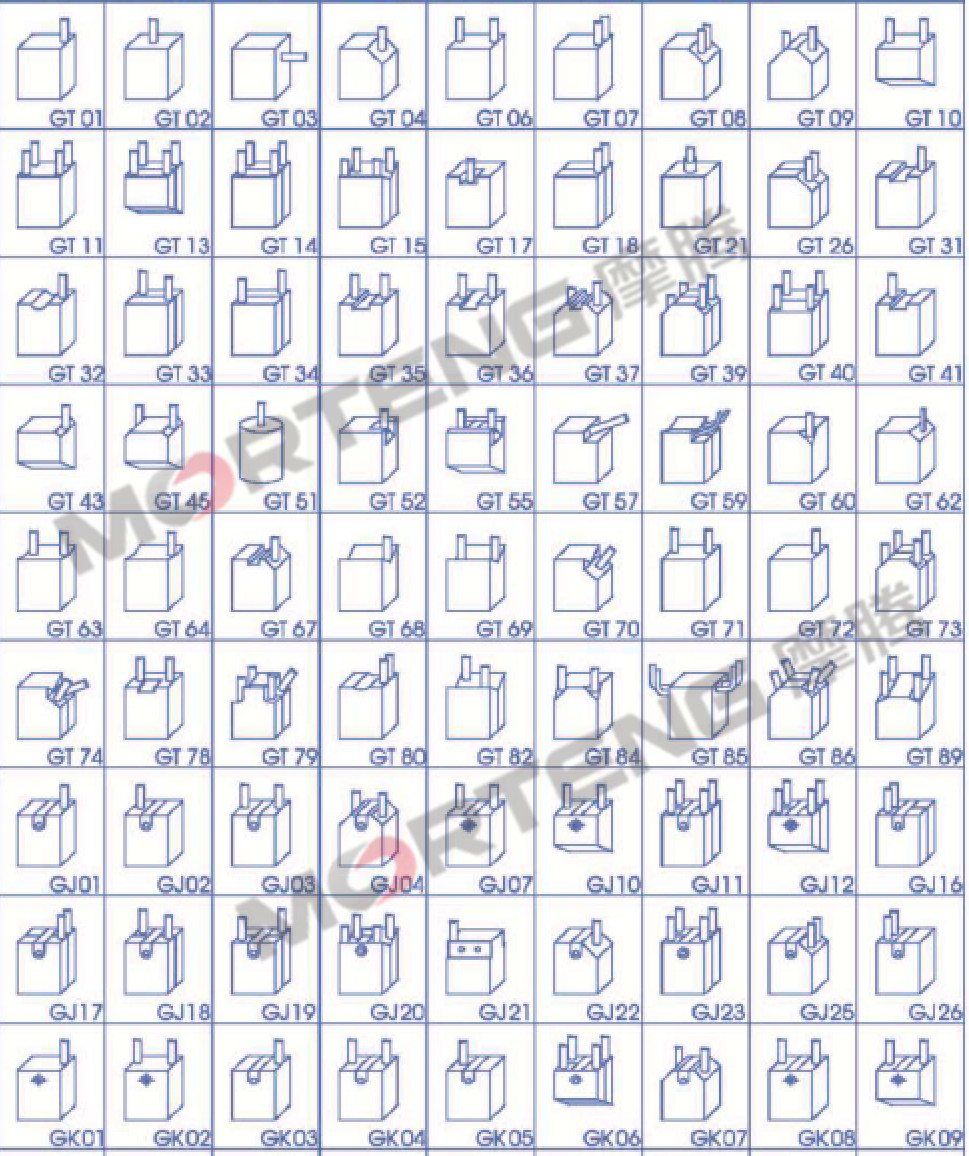
பகுதியளவு வடிவமைக்கப்பட்ட கார்பன் தூரிகை அமைப்பு
நிறுவன அறிமுகம்
மோர்டெங், 30 ஆண்டுகளுக்கும் மேலாக பிரஷ் ஹோல்டர், கார்பன் பிரஷ் மற்றும் ஸ்லிப் ரிங் அசெம்பிளி ஆகியவற்றின் முன்னணி உற்பத்தியாளராகத் திகழ்கிறது. நாங்கள் சேவை நிறுவனங்கள், விநியோகஸ்தர்கள் மற்றும் OEM-களுக்காக முழுமையான பொறியியல் தீர்வுகளை உருவாக்கி, வடிவமைத்து, உற்பத்தி செய்கிறோம். எங்கள் வாடிக்கையாளர்களுக்குப் போட்டி விலை, உயர் தரம் மற்றும் விரைவான விநியோக நேரத்தைக் கொண்ட தயாரிப்புகளை நாங்கள் வழங்குகிறோம்.

கார்பன் பிரஷ்களை நிறுவுவதற்கான பரிந்துரைகள்
இதோ எங்கள் பரிந்துரைகள்:
1. கடுமையான பழுதுகளைத் தவிர்க்க, ஒரே மோட்டாருக்கு வெவ்வேறு பொருட்களால் ஆன கார்பன் பிரஷ்களை நிலையாகக் கலந்து பயன்படுத்தவும்.
2. கார்பன் பிரஷ்ஷை மாற்றும்போது, ஏற்கனவே உள்ள ஆக்சைடு படலம் அகற்றப்படுவதை உறுதிசெய்ய வேண்டும்.
3. கார்பன் பிரஷ்கள், பிரஷ் கேஸில் அதிக இடைவெளியின்றி தடையின்றி நகர முடியுமா என்பதைச் சரிபார்க்கவும் (தொழில்நுட்ப வழிகாட்டி TDS-4*-ஐப் பார்க்கவும்).
4. பிரஷ் பெட்டியில் உள்ள கார்பன் பிரஷ்களின் திசையமைப்பு சரியாக உள்ளதா எனச் சரிபார்க்கவும்; மேல் அல்லது கீழ் விளிம்புகளில் சரிவு விளிம்புகள் கொண்ட கார்பன் பிரஷ்கள் அல்லது மேற்புறத்தில் உலோக கேஸ்கெட்டுகள் கொண்ட பிரிவுபடுத்தப்பட்ட கார்பன் பிரஷ்கள் மீது சிறப்பு கவனம் செலுத்தவும்.
கார்பன் தூரிகை தொடர்பு மேற்பரப்பை முன்கூட்டியே அரைத்தல்
கார்பன் பிரஷ்ஷின் தொடர்புப் பரப்பையும், ஸ்லிப் ரிங் அல்லது கம்யூடேட்டரின் வளைவையும் துல்லியமாகப் பொருத்துவதற்காக, கார்பன் பிரஷ் முன்-அரைக்கும் கல்லை குறைந்த வேகத்தில் அல்லது சுமையின்றிப் பயன்படுத்தலாம். முன்-அரைக்கப்பட்ட அரைக்கும் கல்லால் உருவாக்கப்படும் தூளானது, கார்பன் பிரஷ்ஷின் தொடர்புப் பரப்பின் சரியான வளைவை விரைவாக உருவாக்கும்.
முன் அரைத்த பிறகு, நடுத்தரத் துகள் அளவுள்ள அரைக்கும் கல்லைப் பயன்படுத்துவதும் அவசியம்.
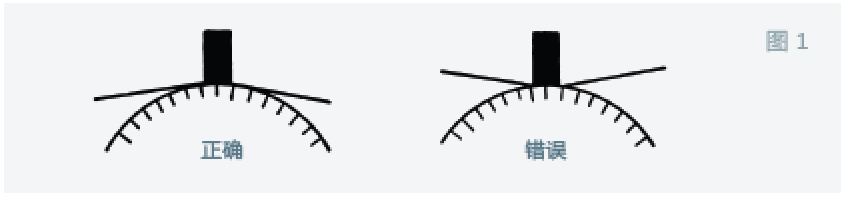
முன் அரைத்தலின் அளவு ஒப்பீட்டளவில் அதிகமாக இருந்தால், கரடுமுரடாக அரைப்பதற்கு 60 முதல் 80 மெஷ் வரையிலான மெல்லிய மணர்த்தாள் பயன்படுத்துவது சிறந்தது. கரடுமுரடாக அரைக்கும்போது, மணர்த்தாள் முனை மேல்நோக்கி இருக்கும்படி கார்பன் தூரிகைக்கும் மோட்டார் கம்யூடேட்டருக்கும் இடையில் வைத்து, பின்னர் படம் 1-இல் காட்டப்பட்டுள்ளபடி மணர்த்தாள் முனையை பலமுறை முன்னும் பின்னுமாக நகர்த்தவும்.
கார்பன் பிரஷ்ஷை முன் அரைத்தல் முடிந்த பிறகு, அதன் தொடும் மேற்பரப்பை முழுமையாகச் சுத்தம் செய்து, அதில் உள்ள மணல் அல்லது கார்பன் தூள் அனைத்தையும் ஊதி அகற்ற வேண்டும்.